
3° EDIZIONE (BIE 2019) - 5 DIVERSI IMPIANTI DI LAVORAZIONE
La quintessenza della meccanica.
Pienamente in linea con la predisposizione pratica del territorio da cui nasce, BIE ripropone l’iniziativa unica a livello internazionale che ha richiamato operatori da tutto il mondo: Fabbrica in Fiera, che per il 2019 propone una grande novità.

Fabbrica in Fiera, infatti, presenterà per la prima volta 5 distinti impianti di lavorazione funzionanti all’interno dello spazio fieristico, dedicati a differenti settori:
- Impianto di "Lavorazioni Meccaniche: settore automotive"costituito da una macchina utensile CNC a 5 assi con sistema di riconoscimento posizione pezzo da lavorare e robot di carico e scarico del pezzo lavorato.
- Impianto di "Lavorazioni Meccaniche: settore ferroviario"
- Impianto di "Lavorazioni Meccaniche: settore armiero"
- Impianto di "Lavorazione e finitura" che effettuerà taglio, smerigliatura, foratura e lucidatura di un componente settore automotive.
- Impianto di "Assemblaggio automatizzato" di un componente settore idraulico costituito da 13 particolari.
Vieni a vedere i 5 impianti di lavorazione in funzione ogni giorno della fiera, 23-24-25 Maggio 2019, alle ore 11.00-14.00-16.00. Registrati ora per ricevere il tuo pass gratuito per accedere a BIE 2019.
Perché 5 impianti di lavorazione.
- Favorire la visione delle singole lavorazioni: la realizzazione di più impianti permetterà ai visitatori e tecnici specializzati di vedere più da vicino tutti i dettagli delle lavorazioni, grazie a meno barriere, ma sempre nel rispetto della massima sicurezza, e la possibilità di apprezzare la produzione da più punti di vista, potendo vedere le isole a 360°.
- Una Fabbrica in Fiera più vicina alla realtà: 5 zone di lavoro indipendenti tra di loro, ognuna focalizzata su una produzione/lavorazione specifica, proprio come accade solitamente negli stabilimenti industriali, che difficilmente realizzano una linea di produzione continua come quella delle precedenti edizioni di Fabbrica in Fiera.
- Progetti reali, non espositivi: gli impianti presentati sono funzionanti al 100% e alcuni di essi, proprio per la loro innovazione, sono oggetto di trattative di vendita già concluse.
- Diversi settori: i 5 impianti permetteranno di vedere le lavorazioni meccaniche, finiture ed assemblaggio di diversi settori industriali in cui il nostro territorio eccelle.

IMPIANTO ROBOTIZZATO “BIN PICKING” CON SISTEMA DI VISIONE 3D

Sistema robotizzato di presa pezzi direttamente da cassone (Bin Picking) con sistema di visione artificiale 3D. I pezzi sono collocati sfusi nei contenitori.
Il robot Fanuc preleva il pezzo direttamente dal cassone, quindi lo posiziona in una stazione di azzeramento e infine lo carica nella macchina CNC (Fanuc Robodrill) per la lavorazione. Al termine del ciclo di lavorazione, il robot scarica il pezzo e lo deposita in un altro cassone.
Attraverso un software 3D di proprietà viene eseguita la localizzazione del miglior pezzo prendibile in base a criteri prestabiliti (per esempio, il pezzo più in alto o quello con una particolare inclinazione). Una volta individuato un pezzo da prelevare, un secondo software CAM robotico calcola la raggiungibilità del pezzo da prelevare.

SOLUZIONI GLOBALI INTEGRATE PER LE LAVORAZIONI MECCANICHE IN AMBITO FERROVIARIO ED ARMIERO
Soluzioni applicate a impianti di lavorazione in funzione in ambito ferroviario (simulazione lavorazione meccanica di materiale rotabile per treni con Tornio GOODWAY GS4000) e armiero (simulazione lavorazione meccanica di componenti d'arma da fuoco con Centro Lavoro a 5 assi LITZ LU620), in collaborazione rispettivamente con Lucchini RS, Beretta e Mec-Ma.
Gli impianti sono asserviti con soluzioni tecnologiche 4.0 per l’innovazione dei processi aziendali in ottica di collaborative industry (Cobot - Industria 5.0 e fabbrica Smart).
Soluzioni logistiche e di supply chain:
· Dispenser e magazzini automatici per la fornitura di materiale di consumo a basse e alte movimentazioni;
· Soluzioni di kanban evoluto con alert e riordini automatici;
· Tracciabilità utensili con tecnologia RFID;
· Piattaforma informatizzata di prelievo e distribuzione oli idraulici con monitoraggio e controllo dei consumi nel rispetto dello sviluppo eco-sostenibile (green economy).
Sistema integrato Tool Room per la gestione dei servizi per l’utensileria:
· Macchine intelligenti interconnesse per il bilanciamento, il calettamento termico e il presettaggio degli utensili;
· Software per la creazione di tool library, CNC process manager e Inventory Manager interfacciabili con sistemi ERP, MES e CAM;
· Stampanti 3D per la prototipazione rapida di utensili e per piccole produzioni utilizzando un’ampia gamma di polimeri: dai più standard ai tecno e super polimeri.
Servizio di controllo periodico delle attrezzature sottogancio, in riferimento ai D.Lgs. 81/08 e 106/09 e s.m.i.:
· Controlli trimestrali, annuali e PND (prove non distruttive);
· Sicurezza sul lavoro;
. Corsi di formazione.
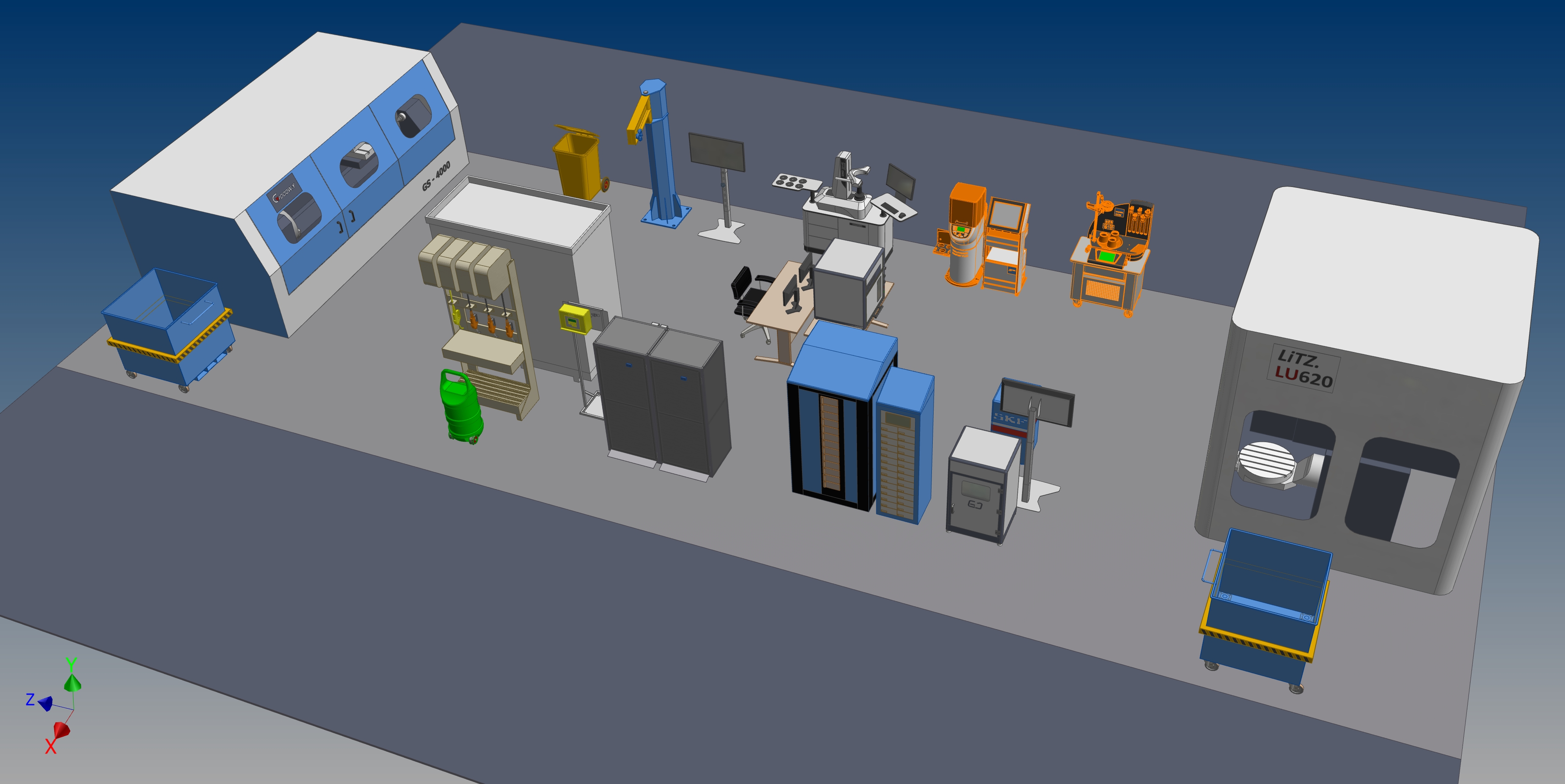
1. Centro di lavoro a 5 assi LITZ LU620
Impiegato per la lavorazione meccanica di componenti d’arma da fuoco (loghi Mecma + Beretta)
2. Tornio GOODWAY GS4000
Impiegato per la lavorazione meccanica di materiale rotabile per treni (logo Lucchini RS)
3. Calettatrice Haimer Power Clamp Comfort i4.0
Per il calettamento di tutti gli utensili in ottica 4.0: bobine ad alta prestazione, raffreddamento a contatto e piatto rotante garantiscono calettamento e raffreddamento in contemporanea in tempi record.
4. Bilanciatrice Haimer Tool Dynamic
Sistema modulare per l'equilibratura d'alta precisione di mandrini e utensili: per ottenere il massimo dell'efficienza della macchina utensile in merito a numero di giri, capacità di asportazione e qualità della superficie prodotta, minimizzando al tempo stesso l’usura degli utensili.
5. Presetting Haimer Serie UNO
Per la misurazione dell'utensile ad altissimo livello: processi di misurazione e presettaggio completamente automatizzati e indipendenti dall'operatore.
6. Sistema di gestione degli oli idraulici
Per l’erogazione sicura degli oli, eliminando situazioni di contaminazione e incidenti nel trasporto o rabbocco. Soluzione integrabile con qualsiasi tipo di sistema gestionale in ottica 4.0 e controllo puntuale dei consumi come fattore abilitante per la manutenzione predittiva. Mai più senza: Gruppo Grazioli si occupa della sostituzione dei fusti in esaurimento.
7. Local shop
Distributori automatici per la gestione sicura di materiale di consumo, integrabili con qualsiasi tipo di sistema gestionale in ottica 4.0. Gruppo Grazioli fornisce controllo totale sui consumi e garanzia di materiale sempre disponibile.
8. Additive manufacturing: stampante G1
Con doppio estrusore raffreddato a liquido, ideale per prototipazione rapida e per produzione di materiali diretti (componenti, prodotti finiti e parti di ricambio) o indiretti (stampi, utensili e attrezzature). Gruppo Grazioli offre anche servizio di stampa express.
9. SKF Multilog On-line System IMx-8
Sistema di condition monitoring compatto e completo per rilevare potenziali guasti in fase precoce, abilitando la manutenzione predittiva. Migliora l'affidabilità, la disponibilità e le prestazioni dei macchinari rotanti con consigli automatici per la correzione di condizioni anomale in atto o incipienti.
10. Marcatrice Laser Technomark - Graphix
Per marcature veloci e di alta qualità. Graphix è una macchina tutto-in-uno, che integra la sorgente laser, l'ottica, la focale e il sistema di controllo elettronico.
11. Wintool
Software per la creazione di tool library, ovvero la raccolta di tutte le informazioni relative a utensili, assemblaggi e liste utensile per ogni lavorazione. Si interfaccia con i sistemi ERP, MES, CAM, di pre-setting e di distribuzione (dispenser e magazzini automatici) consentendo l’integrazione di informazioni provenienti da più fonti.
12. Dimostrazione servizio di controllo periodico delle attrezzature sottogancio, in riferimento ai D.Lgs. 81/08 e 106/09 e s.m.i.
13. Soluzioni antinquinamento Airbank
Kit di pronto intervento per l'industria metalmeccanica, prodotti per l'assorbimento di qualsiasi tipologia di liquido, prodotti per la pulizia industriale, disinquinanti e detergenti, biodegradabili e biologici.
14. Contenitori di raccolta truciolo da lavorazione.


Unità robotizzata per lavorazioni meccaniche e pulitura componente del settore automotive in alluminio (pinza freno a disco).

Una macchina per l'assemblaggio di raccordi idraulici completamente automatica, con setup rapido e ridotto all'essenziale, facile da utilizzare, con margini di evoluzione su nuovi prodotti illimitati.
La tecnologia meccanica abbinata all'elettronica con l'integrazione robotica al servizio della produzione.
Ambiente 4.0.
Tutti gli impianti verranno digitalizzati grazie alla collaborazione tra CSMT e A2A Smart City e grazie a IOBO attraverso sensori IoT aggiuntivi installabili in vari punti degli impianti e collegati ad un unità in grado di realizzare un vero 4.0 in ottica "Manutenzione Predittiva", “Ambiente 4.0” e monitoraggio energetico della macchina.
Un 4.0 che non si concentra solo sugli aspetti intrinsechi delle macchine, ognuna con le sue peculiarità e specifico utilizzo, ma sull’ambiente e che in quanto tale può essere trasversale e di interesse per tutte le aziende. Si andrà quindi a concentrare il 4.0 su tutto ciò che sta “intorno” alla produzione e alle lavorazioni: rilevazioni rumori, livelli, consumi, emissioni, olii, sicurezza. E aspetto fondamentale: non si parlerà in questo modo di 4.0 applicato a macchinari super moderni, ma si andrà incontro alle reali esigenze dell’imprenditore che ha necessità “generali” su diverse fasi di lavorazione e che utilizza anche macchine datate all’interno del proprio stabilimento o che operano con diversi linguaggi.
Verrà realizzata l'introduzione nei macchinari di sensori con connettività radio, sfruttando la tecnologia LoraWAN. In particolare, si installeranno dispositivi in grado di monitorare parametri accessori a quello che è il processo produttivo della macchina, in genere già dotato di sensori predisposti per l'Industry 4.0. Si andrà così ad esempio a misurare:
- la temperatura e umidità nell'ambiente di lavoro,
- tracking gps di mezzi all'interno di un impianto,
- sicurezza del lavoratore, con rilevazione delle eventuali cadute con apposito giubbotto con elevata autonomia energetica. Tema molto sentito dagli imprenditori, soprattutto in quelle aziende in cui gli operai specializzati lavorano su turni o con personale ridotto, dove la tecnologia 4.0 permette di dotarli di speciali giubbotti con sensori per monitorare la salute della persona e inviare segnalazione automatiche nel caso di anomalie avvertite dal sistema, come cadute o immobilità della risorsa. La sicurezza rappresenta ancora oggi un costo elevato per le aziende, per questo BIE vuole dimostrare agli imprenditori che con il 4.0 si possono ridurre fortemente questi costi,
- quantità di liquidi (olio, liquido refrigerante ecc) che vengono introdotti nella macchina con flussometri sulla stazione di rifornimento per verificare consumi eccessivi o perdite in ambiente.

CSMT è il Polo Tecnologico di Brescia, una rete di 20 aziende, laboratori dell’Università degli Studi di Brescia, CNR ed ENEA. La sua missione è il trasferimento tecnologico e la crescita del livello di innovazione delle aziende del territorio. Con il suo partner A2A Smart City sensorizza gli impianti di Fabbrica in Fiera utilizzando la Rete RF LoRaWAN per la raccolta dei dati.
Questa trasmissione presenta il grande beneficio di offrire il giusto mix tra affidabilità, sicurezza di trasmissione e basso consumo energetico. Il progetto prevede il monitoraggio di grandezze aggiuntive a quelle che sono le variabili di processo del macchinario, al fine di raccogliere informazioni utili in ottica 4.0.
In particolare verranno impiegati sensori ambientali, sensori per la sicurezza (uomo a terra) e per il monitoraggio del consumo energetico. I dati raccolti dai sensori confluiranno in unica piattaforma che ne consente l'elaborazione e successiva visualizzazione.
Dati tecnici dei sensori.
UOMO A TERRA
Nome prodotto: Smart Vest
Produttore: TWL
Tecnologia: Lorawan
Ambito: posizione, sicurezza
Applicazione: proprietaria TWL
SENSORI AMBIENTALI
Nome prodotto: MCF-LW12VOC
Produttore: MCF88
Tecnologia: Lorawan
Ambito: ambientale, efficientamento energetico
Applicazione: Mipu o custom A2A
Link: https://www.mcf88.it/prodotto/mcf-lw12voc/
TABLET RUGGED
Nome prodotto: Getac
Produttore: Getac (Cie Telematica distributore)
Tecnologia: Tablet windows / Android
Ambito: Industry
Link: https://it.getac.com/tablets/index.html

IOBO sarà presente in Fabbrica in Fiera con 3 suite.
La suite IOBO Rebecca IOT, che permette di:
- Raccogliere i dati in real time da diverse piattaforme e device
- Visualizzare i dati nella forma che vuoi
- Impostare formule basate su dati o risultati di formule precedenti
- Creare Dashboard riassuntive dello stato di tutti gli impianti e dispositivi
- Generare di eventi ed allarmi
La suite IOBO Rebecca Intelligenza Artificiale, che permette di:
- Implementare modelli con algoritmi complessi
- Collegare e visualizzare in real-time dei dati di processo da Rebecca IoT
- Condividere i modelli con diversi utenti e diversi permessi
- Duplicare i modelli esistenti su asset diversi
La suite IOBO di strumenti per la manutenzione predittiva, con la quale individuare con anticipo fino a 6 mesi 98 guasti su 100 su macchine rotanti e visualizzare lo stato degli impianti in modo predittivo ovunque siamo.
FABBRICA IN FIERA: LE ORIGINI
Dalla materia prima al prodotto finito: questa la filosofia che ha dato vita nel 2017 e 2018 rispettivamente a un componente idrotermosanitario in ottone e ad un componente in alluminio del settore automotive. 11 e 16 le aziende bresciane rispettivamente coinvolte, che si sono occupate di tutto il processo: dalla trasformazione della materia prima ai controlli metrologici con un’analisi di produzione in tempo reale in grado di tracciare tutte le fasi, i tempi, le efficienze e i rendimenti di ogni singola macchina e dell’intera produzione. Vere linee di produzione all'interno dello spazio espositivo, progetti complessi risultati eccezionali di industria 4.0 di cui, solo in questa fiera, si sono potute ammirare e seguire tutte le fasi.
Scopri tutti i dettagli ed i video delle edizioni passate:
2° EDIZIONE (BIE 2018): ALLUMINIO -> COMPONENTE AUTOMOTIVE